Receiving your CAD model, we evaluate and design analysis engineering technology and our CNC machines will mill or machine your part in a day. However, with all the technologies that make it possible, the human factor remains critical and is often the culprit behind the recurring problems we see in CNC machined parts. Avoiding these 5 common mistakes can help improve designs, reduce run time, and potentially reduce final manufacturing costs.
1. Avoid functions that require unnecessary processing
A common mistake is to design a part that does not require machine cutting. This unnecessary machining increases part run time, a key driver of final production costs. Consider this example where the design specifies the critical circular geometry required for the part application (see image below). It requires machining square holes/features in the middle and then cutting the surrounding material to reveal the finished product. However, this method adds a significant amount of run time to process the remaining material. In a simpler design (see image below), the machine simply cuts the part from the block, eliminating the need for additional, wasted excess material processing. The design changes in this example cut the machine time by nearly half. Keep the design simple to avoid extra run time, pointless machining and added cost.
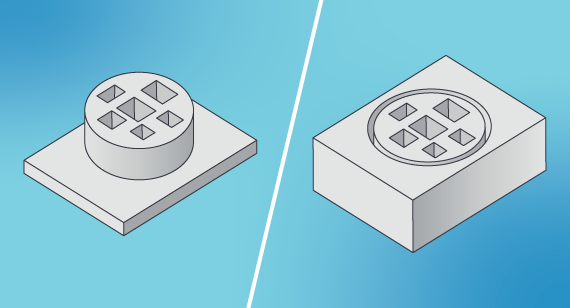
(The right side is simpler than the left side, and there is no need for extra processing of excess material)
2. Avoid small or raised text
Your part may require a machined part number, description or company logo. Or you might think certain text looks cool in a certain section. However, adding text also adds to the cost. The smaller the text, the higher the cost. This is because the very small end mills needed to cut the text run at relatively slow speeds, increasing the run time and thus the final cost. However, if your part can accommodate larger text, the larger text can be cut significantly faster, reducing costs. When possible, choose concave rather than raised text, which requires grinding away material to create letters or numbers on the part.
3. Avoid tall, thin walls
Wall features on part designs are often tricky. The tools used in CNC machines are made of hard, rigid materials such as tungsten carbide and high-speed steel. Nonetheless, the tool deflects or bends slightly under machining forces, as does the cutting material. This can lead to problems such as unwanted corrugated surfaces and difficulty meeting part tolerances. Walls can also chip, bend or break.
The taller the wall, the greater the thickness required to increase the stiffness of the material. Walls 0.508 mm or smaller are prone to breakage during processing and may bend or warp later. Try not to design walls that are too thick, as the cutter usually spins at 10,000 to 15,000 rpm. A rule of thumb for walls is a 3:1 aspect ratio. Add a 1°, 2° or 3° draft to the wall to taper rather than vertical, which allows for easier machining and leaves less residual material.

4. Avoid small features you may not need
Some parts contain square corners or small interior corner grooves to reduce overall weight or accommodate other components. However, the internal 90° angle and small groove are too small for our larger cutters. Creating these means picking up corner materials with smaller and smaller tools. This can result in the use of six to eight different knives. All of these tool changes increase runtime. To avoid this, first determine the importance of the grooves. If they're just there to save weight, revisit your designs and avoid paying for machine materials that don't need to be cut.
5. Rethink the final machined part
We often see designs for injection molded parts uploaded to our machining services for prototyping before purchasing a mold. But each process has different design requirements, and results may vary. Thick machined features may experience dents, warpage, blowholes, or other problems when molding. A well-designed molded part with ribs, grooves, and other features requires a long run time to machine.
The point here is: part designs are often optimized for their manufacturing process. You can start by consulting with our team to learn how to modify the design of the mold part for machining, or just prototype injection molding the part during final production.
---------------------------END---------------------------




